Русский
Русский Английский
Английский


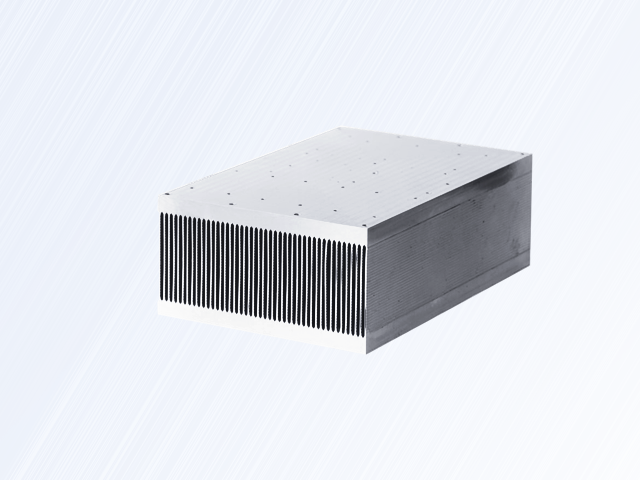
Радиатор РНГ 45 изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная. Радиатор применим только для принудительной конвекции


Радиатор РНГ 75 - аналог I-75 "Техноал" ("Teсnoal") изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная. Радиатор применим только для принудительной конвекции


Радиатор РНГ 75 М - аналог I75 ""Техноал"" (""Teсnoal"") изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная. Радиатор применим только для принудительной конвекции"



Радиатор РНГ 82 аналог I-117С "Техноал" ("Teсnoal") изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная. Радиатор применим только для принудительной конвекции


Радиатор РНГ 100 изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная. Радиатор применим только для принудительной конвекции



Радиатор РНГ 105 - аналог I-105 "Техноал"" ("Teсnoal") изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная . Радиатор применим только для принудительной конвекции


Алюминиевый радиатор РНГ 118 - аналог I-117С "Техноал" ("Teсnoal")изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная. Радиатор применим только для принудительной конвекции


Радиатор РНГ 128 - аналог I-128 "Техноал" ("Teсnoal") изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная . Радиатор применим только для принудительной конвекции

Радиатор РНГ 62 изготавливается путем последовательной запрессовки ребер друг в друга. Ширина неограниченная, поверхность фрезерованная. Радиатор применим только для принудительной конвекции

Еще один аналог радиаторов I-группы "Tehnoal". Усовершенствованная форма замка позволила добиться максимальной плотности сборки