 Русский
Русский Английский
Английский
1. Почему на вашем сайте нет прайс-листа на продукцию?
На цену профиля влияет сразу несколько факторов: стоимость алюминия, которую теперь, с 01.04.2022 определяет ГК РУСАЛ, ориентируясь на курс алюминия на Лондонской Бирже Металлов и курс доллара США, размер нарезки, количество изделий по заказу, регулярность выборки. Прайс-лист с учетом всех перечисленных факторов будет очень громоздким и неудобным для пользования. Присылайте чертеж нужного Вам изделия из алюминиевого профиля (желательно в векторном формате) или наименование профиля из нашего каталога с указанием требуемого Вам количества и мы быстро посчитаем цену.
2. Каким образом производится доставка продукции клиенту?
- Отгрузку производим «Деловыми Линиями». Доставку до терминала этой транспортной компании в Обнинске производим бесплатно. Услугу доставки «Деловыми Линиями» до нужного терминала или до адреса оплачивает сам клиент. Вы можете забрать груз самовывозом(Карта), при этом транспорт должен быть приспособлен для верхней погрузки.
3. Почему вы рекомендуете приобретать у вас обработанный или нарезанный в размер профиль?
Стандартная длина хлыста профиля – 6 метров. Она неудобна и «травмоопасна» для профиля при его транспортировке, погрузке и разгрузке, к тому же такая транспортировка стоит существенно дороже. Наши производственные культура и себестоимость позволяют осуществлять порезку и механообработку по невысоким ценам, но с высокими точностью и качеством, поэтому умеющему считать деньги клиенту выгоднее покупать у нас сразу готовые изделия. К тому же механообработка становится дополнительным фильтром для отсеивания дефектов собственно профиля .
4. Каким образом формируется цена на вашу продукцию?
Цена на продукцию рассчитывается по следующей формуле: Цена от РУСАЛ (определяется поставщиком ежемесячно и формируется в рублях) + ТС (transformation cost - стоимость услуги изготовления алюминиевого профиля, его механической обработки, зачистки заусенцев и упаковки, отражающая затраты на доставку сырья, затраты на инструмент, упаковочные материалы, электрическую и тепловую энергию, заработную плату и прочие расходы. Является ПОСТОЯННОЙ величиной) + НДС 20%.
5. Зачем нужно фрезеровать подошву профиля для радиаторов охлаждения?
Дело в том, что при прессовании практически невозможно получить идеальную плоскостность подошвы, что зачастую является критичным для эффективности радиатора. Возможные отклонения зафиксированы и в стандартах на изготовление алюминиевого профиля "Плоскость подошвы радиатора"
6. Какими факторами ограничена величина шага ребер на профиле для производства радиаторов охлаждения?
Главным факторам является работоспособность матрицы (фильеры, прессового инструмента). Консольный элемент матрицы, формирующий промежутки между ребрами, подвергается высоким нагрузкам и априори является самым слабым элементом конструкции. Поэтому стандарты на прессование алюминиевых профилей регламентируют высоту и ширину этого консольного элемента. Мы развили собственные, уникальные пока для России компетенции в производстве профиля для радиаторов с очень частым шагом высоких ребер, например, АВМ-221 или АВМ-254. Но в силу низкой стойкости прессового инструмента и низкой скорости прессования (низкой производительности) эти профили и стоят дороже остальных.
7. Каков размер минимальной партии заказа?
Мы установили ограничения по минимальной партии заказа. Он не может быть меньше того количества заготовок, которые можно нарезать из одного хлыста и не может быть стоимостью ниже, чем 20 000 руб. без НДС.
8. Как нам правильно и одинаково с вами понимать, что такое длина, ширина и высота радиатора?
Смотрите, пожалуйста, картинку .
9. Цены на некоторые виды Вашей продукции кажутся высокими и они выше, чем у ваших конкурентов
Неправда. Ниже наших цен дают только те, кто плохо считает собственную себестоимость. Но все равно, попробуйте найти дешевле – нам это интересно и для нас важно. Наши сильные стороны – высокая эффективность процессов. Скорость, качество, надежность поставок – вот наши ключевые принципы. Нужно еще что-нибудь – смотрите, пожалуйста картинку . На полпути решаем сэкономить на проекте - вот тут результат , а если экономим и суетимся, то получаем именно это!
{kind=link}
{kind=link}
{kind=link}
10. Как рассчитать площадь поверхности радиатора из вашего профиля?
Периметр сечения каждого профиля указан на чертеже. Надо умножить его на нужную Вам длину профиля. Если нужно рассчитать более точно, то воспользуйтесь, пожалуйста, следующей формулой, которая позволяет учитывать и площадь торцов радиатора:
S=(m /2710 х 2+Р х L) х 10000, где:
S – площадь поверхности радиатора в см²
m – масса погонного метра профиля, кг
2710 кг/м³ - плотность алюминия
Р – периметр сечения профиля (указан на чертеже), м
L – необходимая длина радиатора, м
S=(m /2710 х 2+Р х L) х 10000, где:
S – площадь поверхности радиатора в см²
m – масса погонного метра профиля, кг
2710 кг/м³ - плотность алюминия
Р – периметр сечения профиля (указан на чертеже), м
L – необходимая длина радиатора, м
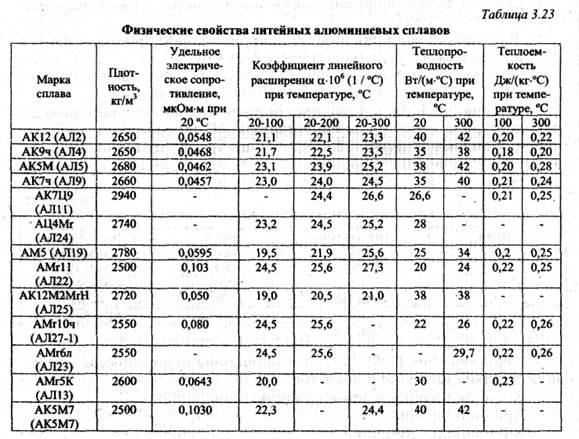
11. Почему прессованные (полученные методом экструзии) алюминиевые радиаторы эффективнее литых алюминиевых радиаторов?
Дело в том, что сплавы АД31 или AW6060 имеют в своем химическом составе гораздо меньше примесей и легирующих элементов, чем литейные сплавы, что обеспечивает заметно лучшую теплопроводность первых. Кроме того, газовая пористость и раковины, неизбежные при литье, эту теплопроводность только ухудшают
{kind=link}
12. Можно ли забрать «свою» матрицу для прессования профиля с одного завода и передать ее на другой?
Сейчас уже, наверное, ни один прессовый завод:
- не использует матрицы, изготовленные для другого пресса другого завода - слишком много индивидуальных настроек и наладок, кроме того возникает огромная куча бухгалтерских документов, связанных с ответственным хранением, списанием и т.п
- ни один прессовый завод при заказе нового наименования профиля не продаст вам матрицу, а продаст вам опытный образец профиля, в стоимость которого включена в стоимость этой матрицы
- по выработке ресурса первой, оплаченной клиентом матрицы, любой прессовый завод изготавливает дублер оснастки за свой счет.
- не использует матрицы, изготовленные для другого пресса другого завода - слишком много индивидуальных настроек и наладок, кроме того возникает огромная куча бухгалтерских документов, связанных с ответственным хранением, списанием и т.п
- ни один прессовый завод при заказе нового наименования профиля не продаст вам матрицу, а продаст вам опытный образец профиля, в стоимость которого включена в стоимость этой матрицы
- по выработке ресурса первой, оплаченной клиентом матрицы, любой прессовый завод изготавливает дублер оснастки за свой счет.
13. Подходящий профиль для сварных радиаторов?
Профиль с толщиной подошвы от 8 мм., например, АВМ-017,АВМ-474, АВМ-488, АВМ-246,АВМ-243, АВМ-367 и т.п.
14. Почему зачастую толщина подошвы радиатора меньше указанной в чертеже профиля величины?
Тому есть четыре возможные причины: - допуски на прессование имеют величину до 0,25 мм. в зависимости от толщины подошвы; возможные отклонения от идеальной плоскостности подошвы зафиксированы в стандартах на изготовление алюминиевого профиля "Плоскость подошвы радиатора" . Соответственно, при фрезеровании заготовки толщина подошвы уменьшается. - при фрезеровании сваренного широкого радиатора объем снимаемого фрезерованием материала может еще увеличиться из-за необходимости удаления следа сварки по шву и неизбежной погрешности при «стыковке» свариваемых заготовок друг с другом - для длинных (от 400 мм) радиаторов имеет значение и возможное отклонение от прямолинейности профиля и его скручивание (в допустимых стандартами на прессование величинах). Эти отклонения также исправляются фрезерованием
15. Каковы сроки получения опытного образца алюминиевого профиля?
- в течение 30-45 календарных дней (в зависимости от сложности профиля) после согласования чертежа профиля с клиентом. Стоимость прессовой оснастки (матрицы) зависит от габаритов и сложности сечения профиля.
16. Зачем нужно согласование чертежа изделия?
Да, мы всегда выполняем чертеж изделия, присланного заказчиком, в стандарте нашего предприятия, потому что:
- в процессе проектирования такого чертежа мы одновременно проводим технологическую проработку и ищем оптимальный вариант изготовления. А согласование чертежа клиентом (подпись и печать на таком чертеже) удостоверяет то обстоятельство, что мы и заказчик все видим, понимаем и трактуем одинаково.
17. Берете ли вы в обработку давальческий профиль?
Да. Увы, пока да. Но это не совсем правильно по следующим причинам:
- если на профиле при проведении нами входного обнаруживаются дефекты, что есть совсем не редкое событие, то вопрос его возврата поставщику и замены на годный занимает существенное время и сопровождается необходимостью подготовки кучи документов.
- ведет к дополнительным логистическим издержкам и, в конечном счете, увеличивает затраты нашего клиента.
- размещение профиля на другом заводе изначально исключает технологическую проработку изделия из него, что может привести к снижению эффективности его механообработки и увеличит себестоимость (и цену!) изготовления.
18. Какова стойкость матрицы (фильеры) для прессования алюминиевого профиля? Кто платит за дублеры оснастки?
Стойкость матрицы зависит от габаритов и сложности профиля. Нормативная величина – 15 тонн годного профиля. За матрицу клиент платит один раз – за первый комплект оснастки. Воспроизводство дублеров матриц уже за поставщиком.